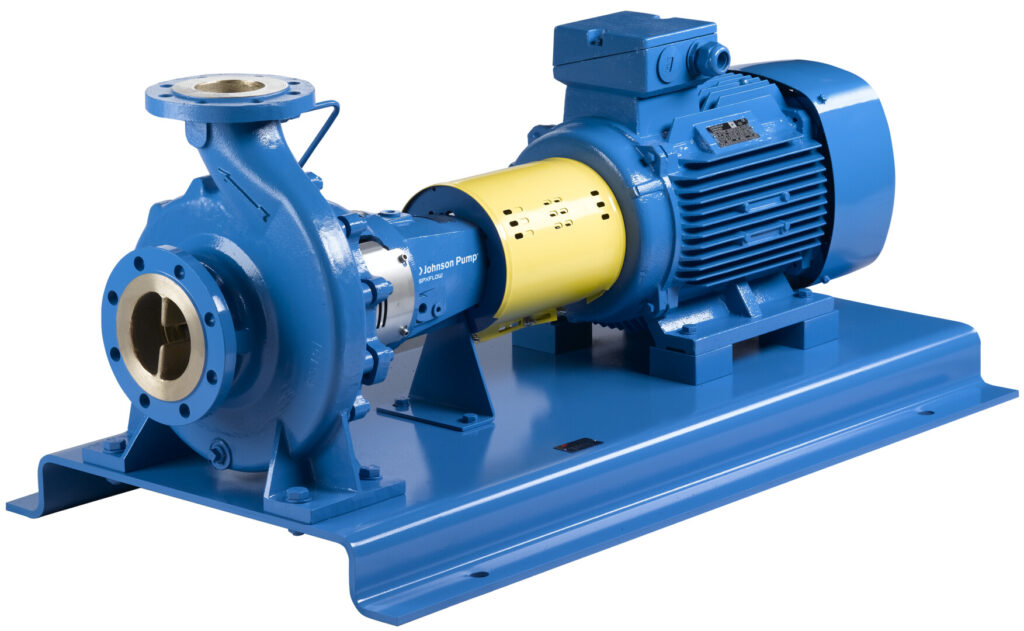
Johnson Pump has always put customer needs first. Supplying an expansive portfolio of pumps (based on positive displacement and centrifugal mechanisms), plus all the necessary accessories. Through close interaction with the global customer base, Johnson Pump is able to provide focused solutions that exactly match specific application requirements. This is facilitated by our modular approach to design – which allows greater interchangeability between component parts, thereby simplifying logistical aspects (thanks to the ordering and storing of fewer part numbers) and allowing a wider array of different pump variants to be covered using a smaller inventory. The Johnson Pump portfolio covers internal gear pumps, impeller pumps and circulation pumps. All of these items deliver strong performance and continued reliability. The Johnson Pump engineering team designs low noise operating equipment, and engineered coatings to protect against debris damage.
Bran+Luebbe
An integral part of SPX FLOW, Bran+Luebbe serves a broad array of key industry sectors – including pharmaceutical, oil & gas, petrochemical, water treatment, chemical, paper manufacture, food/beverage production and utilities. Through ongoing investment in industrial engineering innovation, Bran+Luebbe’s engineering teams provide an industry-leading product to a global customer base. This includes standardized double diaphragm pumps with quick delivery, metering pumps, process pumps, chemical injection apparatuses, processing systems and multi-stream analyzing equipment, plus static and dynamic mixers. Robust and reliable, Bran+Luebbe fluid handling solutions are capable of operating in the most uncompromising industrial environments and process all manner of various liquid types. Cutting-edge designs help boost throughput, shorten measuring cycles, improve accuracy, accelerate responsiveness and maintain repeatability while reducing power consumption and overall running costs. Furthermore, their modularity makes them adaptable to specific customer needs.
APV Heat Exchanger
APV offers highly effective turnkey automation and process engineering solutions. These industrial solutions combine the extensive array of heat exchangers (for evaporation, pasteurization and UHT), pumps (rotary, centrifugal, inducer, etc.), valves, mixers, dissolvers and homogenizers that we manufacture with numerous services which will maximize the effectiveness of systems throughout the whole of their life-cycle.
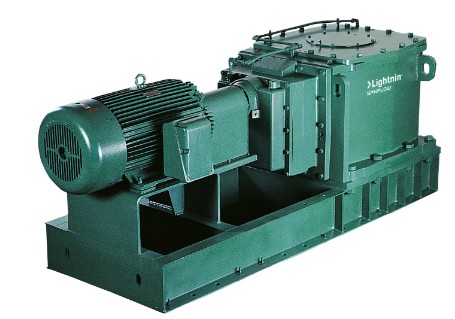
Lightnin
As an SPX FLOW brand, Lightnin serves the challenging waste and water treatment sector, as well as the processing of solvents, fertilizers, food/beverages, pharmaceuticals and biofuels. The mixers and agitators, that are custom designed and fabricated, are used for equalization, neutralization, flocculation, aeration, sludge mixing, flash mixing and general blending purposes. The Lightnin industrial mixer portfolio covers both portable and larger fixed-mount units.
Plenty Mixers
Plenty products have been utilized by companies in the oil/gas, chemical, mining, water treatment and food/beverage industries for the last seven decades. Through our deep understanding of all the nuances of fluid dynamics, Plenty application engineers can place customers with a wide range of side-entry mixers (fixed-angle, swivel-angle and TMH) – via which stored liquids can be blended, homogenized or kept from sludge settling. In addition, Plenty designs heavy-duty pipeline mixers that help to prevent blockages from occurring.